Problemas Impressão 3D – Falhas entre o preenchimento e as camadas exteriores
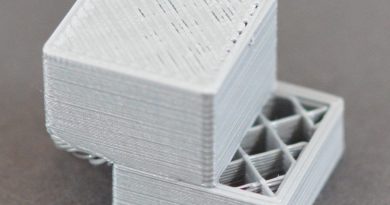
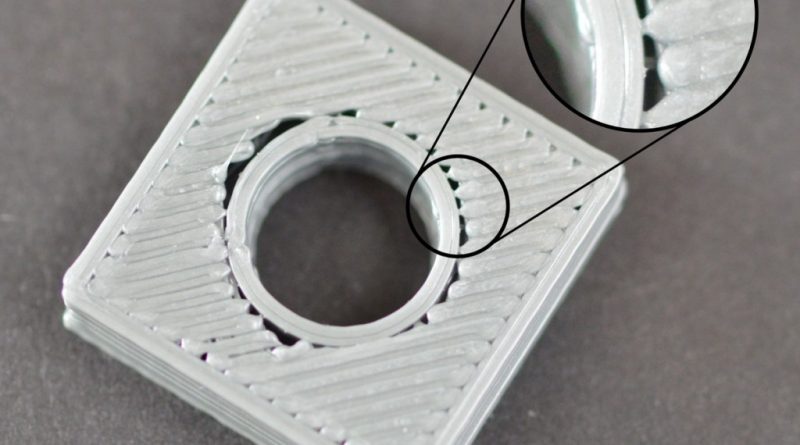
 Falhas entre o preenchimento e as camadas exteriores – Cada camada da sua peça 3D é criada através de uma combinação de contornos e preenchimento. Os perímetros traçam o contorno da sua peça, criando um exterior forte e preciso. O preenchimento é impresso dentro desses perímetros para formar o restante da camada. O preenchimento normalmente usa um padrão rápido de vaivém para permitir velocidades rápidas de impressão. Como o preenchimento usa um padrão diferente do contorno da sua peça, é importante que essas duas seções se fundam para formar um vínculo sólido. Se notar pequenos espaços entre as bordas do preenchimento, há várias configurações que deve verificar.
Falhas entre o preenchimento e as camadas exteriores – Cada camada da sua peça 3D é criada através de uma combinação de contornos e preenchimento. Os perímetros traçam o contorno da sua peça, criando um exterior forte e preciso. O preenchimento é impresso dentro desses perímetros para formar o restante da camada. O preenchimento normalmente usa um padrão rápido de vaivém para permitir velocidades rápidas de impressão. Como o preenchimento usa um padrão diferente do contorno da sua peça, é importante que essas duas seções se fundam para formar um vínculo sólido. Se notar pequenos espaços entre as bordas do preenchimento, há várias configurações que deve verificar.
Soluções comuns
Sobreposição de contorno insuficiente
Alguns programas incluem uma configuração que permite ajustar a força da ligação entre os contornos do perímetro e o preenchimento. Essa configuração é chamada de “Sobreposição de estrutura de tópicos” e determina quanto do preenchimento se sobrepõe à estrutura de tópicos para unir as duas seções.
A configuração é baseada em uma percentagem da largura da sua extrusão, para que ela possa ser facilmente dimensionada e ajustada para diferentes tamanhos de bico. Por exemplo, se estiver a usar uma sobreposição de contorno de 20%, significa que o software instruirá a impressora para que o preenchimento se sobreponha a 20% do perímetro mais interno. Essa sobreposição ajuda a garantir uma forte ligação entre as duas secções. Por exemplo, se usava anteriormente uma sobreposição de contorno de 20%, tente aumentá-la para 30% para ver se as falhas desaparecem.
Impressora a imprimir muito rápido
O preenchimento das peças geralmente é impresso muito mais rápido que os contornos. No entanto, se o preenchimento for impresso muito rápido, ele não terá tempo suficiente para se unir aos perímetros do contorno.
Se tentou aumentar a sobreposição do contorno, mas ainda vê falhas entre o perímetro e o preenchimento, tente diminuir a velocidade de impressão. Ajuste a “Velocidade de impressão padrão”, que controla a velocidade de qualquer movimento em que a extrusora está a extrudar ativamente plástico. Por exemplo, se estava a imprimir anteriormente a 3600 mm/min (60 mm/s), tente diminuir esse valor em 50% para ver se as falhas entre os perímetros e o preenchimento desaparecem. Se as falhas não estiverem mais presentes na velocidade mais baixa, aumente gradualmente a velocidade de impressão padrão até encontrar a melhor velocidade para a sua impressora.