Problemas Impressão 3D – Pontes fracas, flácidas ou descaídas
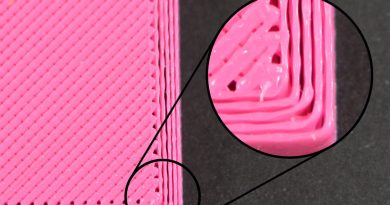
 Pontes fracas – Ponte é um termo que se refere ao plástico que precisa ser extrudado entre dois pontos sem nenhum suporte por baixo. Para pontes maiores, pode ser necessário adicionar estruturas de suporte, mas as pontes curtas geralmente podem ser impressas sem nenhum suporte para economizar material e tempo de impressão. Quando faz uma ponte entre dois pontos, o plástico é extrudado através da abertura e, em seguida, rapidamente resfriado para criar uma conexão sólida. Para obter os melhores resultados de ponte, é necessário garantir que a impressora está calibrada adequadamente com as melhores configurações para esses segmentos especiais. Se notar flacidez, queda ou lacunas entre os segmentos extrudados, pode ser necessário ajustar suas configurações para obter os melhores resultados. Abordaremos cada uma das áreas que necessita abordar para garantir que pode imprimir as melhores pontes possíveis na sua impressora 3D.
Pontes fracas – Ponte é um termo que se refere ao plástico que precisa ser extrudado entre dois pontos sem nenhum suporte por baixo. Para pontes maiores, pode ser necessário adicionar estruturas de suporte, mas as pontes curtas geralmente podem ser impressas sem nenhum suporte para economizar material e tempo de impressão. Quando faz uma ponte entre dois pontos, o plástico é extrudado através da abertura e, em seguida, rapidamente resfriado para criar uma conexão sólida. Para obter os melhores resultados de ponte, é necessário garantir que a impressora está calibrada adequadamente com as melhores configurações para esses segmentos especiais. Se notar flacidez, queda ou lacunas entre os segmentos extrudados, pode ser necessário ajustar suas configurações para obter os melhores resultados. Abordaremos cada uma das áreas que necessita abordar para garantir que pode imprimir as melhores pontes possíveis na sua impressora 3D.
Soluções Comuns
Verifique se as configurações de ponte estão a ser usadas
Os segmentos de ponte são identificados com uma cor especial na visualização de alguns programas. Entre no modo de visualização para observar essas cores. O programa usará uma cor diferente para cada tipo de recurso. Encontre a camada em que espera ver a extrusão de pontes e verifique se essas linhas são mostradas numa cor diferente. Se a área de ponte não for mostrada na cor que o seu programa define para esses recursos, há duas configurações que necessita verificar.
Alguns programas têm como primeira opção na guia de Bridging o “Limite de área não suportada”. Isso permite que o software ignore áreas de ponte muito pequenas e se concentre nas regiões de ponte maiores que podem precisar de configurações especiais. Se acha que a área de ponte não está a ser incluída, verifique se a área da região de ponte é maior que esse valor limite.
A segunda configuração a verificar deve estar no final desta lista. Por padrão, os programas usam configurações de perímetro especiais para todos os perímetros impressos como parte de uma região de ponte, mas também pode optar por usar as configurações de ponte para essas regiões, se desejar. Para fazer isso, deve ativar uma opção chamada “Aplicar configurações de ponte aos perímetros”. Salve e de seguida retorne para a visualização para verificar as alterações.
Verifique o ângulo usado para o preenchimento de ponte
O seu programa calculará automaticamente a melhor direção de preenchimento a ser usada nas regiões de ponte. Por exemplo, se estiver a fazer uma ponte entre dois pilares alinhados no eixo X, o software mudará automaticamente a direção do preenchimento para essa área para garantir que o preenchimento também está a ser extrudado ao longo do eixo X. Isso melhora muito as chances de sucesso; portanto, se perceber que está a obter maus resultados ao fazer pontes, verifique novamente para garantir que o preenchimento está orientado na direção correta. Se já verificou que a região de ponte está corretamente identificada, essa alteração deve ocorrer automaticamente. Se quiser experimentar um ângulo de preenchimento diferente para essas camadas de ponte, dependendo do seu programa, também o poderá fazer ativando uma opção chamada “Usar ângulo de ponte fixo” nas configurações do programa.
Ajuste as configurações para obter o desempenho ideal
As regiões de ponte em alguns programas são impressas com configurações especiais de extrusão, velocidade e resfriamento para obter o desempenho ideal. Os ajustes de extrusão e velocidade para essas regiões podem ser alterados a partir do programa que está a usar. Se não o poder fazer, tente como outro programa. Normalmente, convém definir o “multiplicador de extrusão em ponte” para 100% ou mais, pois valores mais baixos podem ter problemas para selar corretamente o fundo dessas superfícies. O “multiplicador de velocidade de ponte” pode exigir algumas experiências, pois algumas impressoras terão um desempenho melhor com pontes lentas, enquanto outras obtêm melhores resultados movendo-se rapidamente.
Por fim, deve encontrar as configurações de velocidade da ventoinha de ponte na guia Arrefecimento do seu programa. Normalmente, é necessário definir a “Substituição da velocidade do ventilador de ponte” como um valor alto para garantir que as pontes são arrefecidas o mais rápido possível. Experimente essas configurações para encontrar a melhor combinação para a sua impressora e filamento 3D específicos.
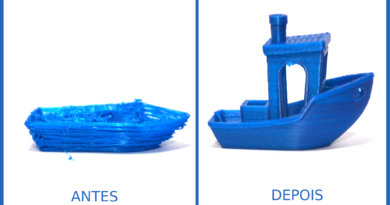
Use suportes para pontes mais longas
Caso não seja possível obter os resultados desejados após o ajuste das configurações mencionadas acima, poderá descobrir que adicionar estruturas de suporte permitirá obter a melhor qualidade. As estruturas de suporte fornecerão uma base extra para as regiões em ponte, melhorando bastante as chances de sucesso. Pode ativar a geração de suporte para todo o modelo ou então usar estruturas de suporte personalizáveis.