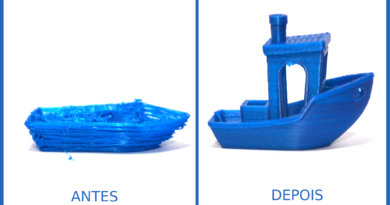
Problemas Impressão 3D – Bolhas ou espinhas nas camadas exteriores da peça
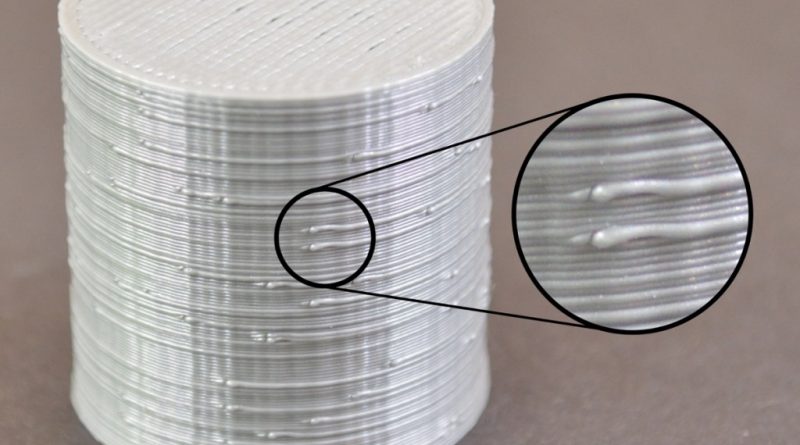
 Bolhas ou espinhas – Durante a impressão 3D, a extrusora deve parar e começar a extrudar constantemente à medida que se move para diferentes partes da cama. A maioria das extrusoras é muito boa em produzir uma extrusão uniforme enquanto estão em execução, no entanto, sempre que a extrusora é desligada e ligada novamente, pode criar variações extras. Por exemplo, se observar a casca externa da sua impressão 3D, poderá notar uma pequena marca na superfície que representa o local em que a extrusora começou a imprimir essa secção de plástico. A extrusora teve que começar a imprimir o invólucro externo do seu modelo 3D naquele local específico e, em seguida, retornou ao local em que o invólucro inteiro foi impresso. Essas marcas são comumente referidas como bolhas ou espinhas. Como pode imaginar, é difícil unir dois pedaços de plástico sem deixar nenhuma marca.
Bolhas ou espinhas – Durante a impressão 3D, a extrusora deve parar e começar a extrudar constantemente à medida que se move para diferentes partes da cama. A maioria das extrusoras é muito boa em produzir uma extrusão uniforme enquanto estão em execução, no entanto, sempre que a extrusora é desligada e ligada novamente, pode criar variações extras. Por exemplo, se observar a casca externa da sua impressão 3D, poderá notar uma pequena marca na superfície que representa o local em que a extrusora começou a imprimir essa secção de plástico. A extrusora teve que começar a imprimir o invólucro externo do seu modelo 3D naquele local específico e, em seguida, retornou ao local em que o invólucro inteiro foi impresso. Essas marcas são comumente referidas como bolhas ou espinhas. Como pode imaginar, é difícil unir dois pedaços de plástico sem deixar nenhuma marca.
Soluções Comuns
Configurações de retração e inércia
Se começar a perceber pequenos defeitos na superfície da sua impressão, a melhor maneira de diagnosticar o que está a causar isso é observar atentamente enquanto cada perímetro da sua peça é impresso. O defeito aparece no momento em que a extrusora começa a imprimir o perímetro? Ou só aparece mais tarde quando o perímetro é concluído e a extrusora está a parar? Se o defeito aparecer imediatamente no início do loop, é possível que as suas configurações de retração precisem ser ligeiramente ajustadas. Apenas alguns programas conseguem resolver este problema, por isso, certifique-se que o programa que está a utilizar o consegue fazer.
Uma das opções que deve configurar determina a diferença entre a distância de retração quando a extrusora está a parar e a distância de preparação usada quando a extrusora está a reiniciar. Se notar um defeito na superfície logo no início do perímetro, é provável que a extrusora esteja a injetar muito plástico. Pode reduzir a distância de preparação inserindo um valor negativo para a distância extra de reinicialização. Por exemplo, se a distância de retração é de 1,0 mm e a distância extra de reinicialização é de -0,2 mm (observe o sinal negativo), todas as vezes que a extrusora parar, ela retrairá 1,0 mm de plástico. No entanto, cada vez que a extrusora tiver que começar a extrudar novamente, apenas empurrará 0,8 mm de plástico de volta ao bico. Ajuste esta configuração até que o defeito não apareça mais quando a extrusora começar a imprimir o perímetro.
Se o defeito não ocorrer até o final do perímetro, quando a extrusora parar, haverá uma configuração diferente a ser ajustada. Essa configuração é chamada de inércia. A inércia desligará a extrusora a uma curta distância antes do final do perímetro para aliviar a pressão acumulada no bico. Normalmente, uma distância de inércia entre 0,2-0,5 mm é suficiente para causar um impacto perceptível.
Evite retratações desnecessárias
As configurações de retração e desaceleração mencionadas acima podem ajudar a evitar defeitos sempre que o bico se retrair; no entanto, em alguns casos, é melhor simplesmente evitar as retrações juntas. Dessa forma, a extrusora nunca precisa inverter a direção e pode continuar com uma boa extrusão uniforme. Isso é particularmente importante para máquinas que usam uma extrusora Bowden, pois a longa distância entre o motor da extrusora e o bico torna as retrações mais problemáticas.
Ajuste as configurações que controlam quando ocorre uma retração na aplicação que estiver a usar. Como foi mencionado na secção Extrusora amarra ou escorre durante a impressão, as retrações são usadas principalmente para impedir que o bico escorra enquanto ele se move entre diferentes partes da impressão. No entanto, se o bico não atravessar um espaço aberto, o vazamento que ocorrer será no interior do modelo e não será visível do lado de fora. Por esse motivo, muitas impressoras terão a opção “Somente retrair ao atravessar espaços abertos” ativada para evitar retrações desnecessárias.
Se a sua impressora apenas retrair ao atravessar espaços abertos, seria benéfico evitá-los o máximo possível. Alguns programas disponibilizam essa opção. Se a extrusora puder evitar cruzar o contorno alterando o caminho de deslocamento, não será necessária uma retração.
Retrações não estacionárias
Outro recurso extremamente útil de algumas aplicações é a capacidade de executar retrações não estacionárias. Isso é particularmente útil para as extrusoras Bowden que acumulam muita pressão dentro do bico durante a impressão. Normalmente, quando esses tipos de máquinas param de extrudar, é provável que o excesso de pressão crie uma bolha se a extrusora estiver parada. Portanto, alguns programas têm uma opção exclusiva que permite manter o bico em movimento enquanto ele realiza a retração. Isso significa que é menos provável que haja uma bolha estacionária, pois a extrusora está em constante movimento durante esse processo.
Para habilitar esta opção, é necessário ajustar algumas configurações no seu programa. Primeiro verifique se o programa que utiliza o consegue realizar, se não tente com outro programa. Após arranjar o programa correto, vá para a guia Extrusora. Verifique se existe uma opção chamada “Limpar bico” e se esta está ativada. Isso instruirá a impressora a limpar o bico no final de cada secção quando parar de imprimir. Na “Distância da limpeza”, insira um valor de 5 mm como um bom ponto de partida. Em seguida, ative uma opção denominada “Executar retração durante o movimento da limpeza”. Isso impedirá uma retração estacionária, já que a impressora foi instruída a limpar o bico enquanto retrai. Esse é um recurso muito poderoso e uma ótima opção para tentar se ainda estiver a ter problemas para remover esses defeitos da superfície da sua impressão.
Escolha a localização dos seus pontos de partida
Se ainda houver pequenos defeitos na superfície da impressão, alguns programas também oferecem uma opção que pode controlar a localização desses pontos. Vá na guia respetiva às camadas. Na maioria dos casos, os locais desses pontos de partida são escolhidos para otimizar a velocidade de impressão. No entanto, é possível “randomizar” o posicionamento dos pontos de partida ou alinhá-los a um local específico. Por exemplo, se estivesse a imprimir uma estátua, poderia alinhar todos os pontos de partida para ficar na parte traseira do modelo, para que não fiquem visíveis pela frente. Para fazer isso, procure no seu programa a opção “Escolha o ponto inicial mais próximo do local específico” e insira a coordenada XY onde deseja que os pontos iniciais sejam colocados.