Problemas de Impressão 3D – Não extruda no início da impressão
Não extruda no início da impressão – Este problema é muito comum para os novos proprietários de impressoras 3D, mas, felizmente, também é muito fácil de resolver! Se a extrusora não estiver a extrudar plástico no início da impressão, há quatro causas possíveis. Vamos percorrer cada um abaixo e explicar quais configurações podem ser usadas para resolver o problema.
Soluções Comuns
A extrusora não foi preparada antes de iniciar a impressão
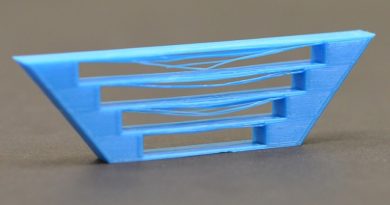
A maioria das extrusoras têm o péssimo hábito de soltar plástico quando estão a uma temperatura elevada. O plástico quente dentro do bico tende a escorrer pela ponta, o que cria um vazio no interior do bico, onde o plástico foi drenado. Esse vazamento inativo pode ocorrer no início de uma impressão quando se pré-aquece a extrusora e também no final da impressão enquanto a extrusora arrefece lentamente. Se a extrusora perdeu um pouco de plástico devido a vazamentos, na próxima vez em que tentar extrudar, é provável que demore alguns segundos para que o plástico volte a sair do bico novamente. Se tentar iniciar uma impressão após o bico escorrer, poderá notar a mesma extrusão atrasada. Para resolver este problema, certifique-se de preparar a extrusora imediatamente antes de iniciar uma impressão, para que o bico esteja cheio de plástico e pronto para a extrusão.
Saia: A saia desenha um círculo em torno da peça e, no processo, prepara a extrusora com plástico. Se precisar de preparação adicional, poderá aumentar o número de contornos da saia no programa que usa. Alguns usuários também podem preferir extrudir manualmente o filamento da impressora usando os controlos da máquina antes de iniciar a impressão.
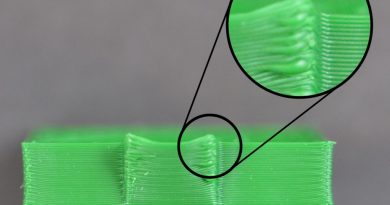
O bico começa muito perto da cama
Se o bico estiver muito próximo da cama (superfície da mesa de construção), não haverá espaço suficiente para o plástico sair da extrusora. O orifício na parte superior do bico é essencialmente bloqueado para que nenhum plástico possa escapar. Uma maneira fácil de reconhecer este problema é se a impressão não extrudar plástico nas primeiras duas camadas, mas começar a extrudar normalmente em torno da 3.ª ou da 4.ª camada, à medida que a cama continua a descer ao longo do eixo Z ou a extrusora a subir ao longo desse eixo. Para resolver este problema, pode usar as compensações muito úteis do Código G. Este permite que faça ajustes finos na posição do eixo Z sem precisar alterar o hardware. Por exemplo, se inserir um valor de 0,05 mm para o deslocamento do código G do eixo Z, isso afastará o bico 0,05 mm da cama.
O filamento está despido contra a engrenagem
A maioria das impressoras 3D usa um pequeno equipamento para empurrar o filamento para frente e para trás. Os dentes desta engrenagem mordem o filamento e permitem que ele controle com precisão a posição do filamento. No entanto, se notar muitas aparas de plástico ou parecer que falta uma secção no seu filamento, é possível que a engrenagem matriz tenha removido muito plástico. Quando isso acontece, a engrenagem não terá mais nada para agarrar quando tentar mover o filamento para frente e para trás. Consulte a secção Filamento triturado para obter instruções sobre como corrigir esse problema.
A extrusora está entupida
Se nenhuma das sugestões acima for capaz de resolver o problema, é provável que a extrusora esteja entupida. Isso pode acontecer se detritos estranhos ficarem presos dentro do bico, se o plástico quente ficar dentro da extrusora por muito tempo ou se o resfriamento térmico da extrusora não for suficiente e o filamento começar a amolecer fora da zona de fusão desejada. A correção de uma extrusora entupida pode exigir a desmontagem da extrusora; portanto, entre em contacto com o fabricante da impressora antes de prosseguir. Pode também tentar usar uma corda de uma guitarra para desentupir a extrusora, alimentando-a na ponta do bico, no entanto, o fabricante também deve poder fornecer recomendações.